 ">
">
Everything You Need to Know About Waterproof Fabrics
Waterproof fabric technology has come a long way since its humble complicated chemical beginnings in Bob Gore’s laboratory. I’ll spare you the details of how intermolecular forces prevent water molecules from penetrating a porous membrane, or how polyurethane can be considered breathable due to solid-state diffusion (however if you’re like me and really want to know about this stuff, click here). What I will give you is a practical and detailed outdoor adventurer’s guide to understanding technical waterproof fabrics.
Before we get started…
There are some important terms that you need to be familiar with before diving into a discussion about waterproof fabrics. Come back here for reference if you encounter a term you’re unfamiliar with.
Face Fabric: Generally a nylon/blended fabric on the outside of the garment. The face fabric protects the waterproof membrane and provides a surface on which to apply a DWR. It can also be engineered to be visually appealing. It IS NOT a waterproof layer.
DWR (durable water repellent): This substance is applied to the exterior of the face fabric. It causes water to bead up and fall off rather than absorb. A high-quality DWR keeps the face fabric from wetting out and maintains breathability. Worn-out or low-quality DWR coatings are the primary reason that waterproof garments fail. A “wetted out” waterproof garment cannot breathe.

DWR illustration via
Membrane: A layer of waterproof material. Membranes are usually made of ePTFE or polyurethane. It is either bonded to the outer layer of the jacket or suspended between two fabric layers.
Laminate: A membrane bonded to a face fabric.
Fouling: Describes what happens when the pores of a waterproof membrane become clogged with foreign particles, like salt from users’ sweat or oils from their skin. Fouling can greatly affect both the membrane’s ability to breath and its level of waterproofness.
Tricot: A hydrophilic (water loving) layer that actively pulls moisture away from your skin. Tricots are generally the third layer of 3L fabrics.
Also, you should know the difference between
Water-Resistant: These fabrics are tightly woven or manufactured in such a way as to resist penetration by moisture. This won’t keep you dry in much more than a snow flurry or misty morning fog. These fabrics offer the least amount of protection against moisture. However, if you add a DWR finish, the fabric can become…
Water-Repellent: This means that water can’t easily penetrate the fabric. In terms of fabric, water repellency is generally accomplished with some sort of coating or finish rather than being a component of the fabric itself. DWR is the most common method of adding water repellency. Which brings us to…
Waterproof: Under pressure, waterproof fabrics are impervious to water… to a certain degree. How much pressure a fabric can endure before water starts to leak through is used to “rate” how waterproof the fabric is. Waterproof fabrics rated at 10,000mm are waterproof to a pressure of about 14psi, for reference. In order to be considered waterproof, a fabric must also have sealed seams. Some companies use heat welding rather than stitching to create seams to maintain the fabric’s waterproofness. Others tape the stitched seams of their fabrics to create a waterproof seal. Quality of seam sealing and waterproofness of zippers and other enclosures will affect how waterproof the final garment will be.

Seam taping illustration via
Got it. Now what are waterproof fabrics made of?
There are two primary membrane materials that dominate the waterproof fabrics market. Virtually all major waterproof/breathable (WPB) fabrics are constructed with either an ePTFE membrane, a PU membrane, or a combination of the two.
Expanded polytetrafluoroethylene, or ePTFE, is a material that was developed by Bob Gore and used to create the first Gore-Tex fabrics in 1978. Bob Gore discovered that when PTFE is expanded (stretched), it creates a waterproof “web” with millions of microscopic pores. These pores are 20,000 times smaller than a water molecule, but 700 times larger than a molecule of water vapor. This means that liquid water cannot pass through the membrane, but gaseous water vapor can. ePTFE membranes tend to be more breathable than solid PU membranes, but are more prone to fouling.

Microscopic image of ePTFE, which is used to manufacture many different types of WPB membranes. Image via
Polyurethane, or PU, is monolithic. This means it has no holes or pores. However, it is also hydrophilic (water is attracted to its surface) which allows PU membranes to maintain breathability via a process known as molecular wicking. This process pulls moisture away from the skin and allows it to slowly pass through the entire membrane. Solid PU membranes tend to be less breathable than ePTFE membranes. Their breathability is dependent on external temperature and a high concentration gradient. Peak function occurs around freezing in dry environments. Basically, you’ll have to start sweating before water vapor is going to be able to pass to the outside of the fabric. It also means that a PU membrane isn’t going to function that well in really humid environments. However, some manufacturers are now developing air permeable membranes using porous PU laminates that drastically increase “breathability” over solid PU membranes.
But you can’t just wear these “membranes” on their own, can you?
Nope, you’re correct. Waterproof fabrics are generally manufactured in one of three standard constructions. Each construction involves different “layers” that contribute to either waterproofness, breathability, or protection.
- 2L fabrics consist of a face fabric bonded to a WPB membrane. This is backed by a lining (mesh or nylon) that helps minimize direct contact with skin and protects the laminate from fouling. 2L fabrics dominate the market due to ease of production.
- 3L fabrics consist of a face fabric, bonded to a WPB membrane. This is then bonded to an interior tricot layer that provides increased breathability over 2L fabrics. 3L fabrics are lighter weight than 2L fabrics due to not having a lining. They are also more durable due to the bonded tricot layer.
- 2.5L fabrics consist of a nylon face fabric, bonded to a WPB membrane. This is backed by printed lining on the skin side that helps protect the membrane. These are generally lighter weight than 3L fabrics but may be less comfortable to wear.
How do I know which type of fabric is best?
Dig deep enough when researching outerwear and you will come across ratings for waterproofness and breathability. There are different tests available, so it can be difficult to determine the quality of a product using these numbers. Nevertheless, here’s some information on the ratings.
Waterproof Ratings
Hydrostatic head is the most common method used for determining waterproof ratings. We will use hydrostatic head ratings to discuss waterproof fabrics in this article. You’ll find ratings that range from 5,000mm all the way up to 20,000mm+. The number of millimeters represents how much water pressure the fabric can withstand before it begins to leak. It is important to note that this number rates the waterproofness of the membrane. It does not take into account the face fabric or DWR.
Let’s also consider for a moment what this rating actually means. Many manufacturers (looking at you, Gore-Tex) market really high waterproof ratings: 20,000mm and beyond. However, waterproof fabrics with a rating of just 10,000mm are waterproof up to a pressure of 14psi. Taking into account heavy rain and high wind, it’s unlikely your rain shell is ever going to experience pressure upward of 2psi. You’re hiking in it, not swimming in it. Even the pressure of your pack straps or the force exerted on your pants when you slip and bust your butt is still unlikely to exceed 14psi.
Breathability Ratings

Image shows the Ascentshell WPB fabric undergoing breathability testing. Image via
Before you get hung up on a company touting the highest breathability ratings on the market, you should know that there is no industry standard for these ratings. Several tests exist that can yield vastly different results. Manufacturers tend to use whichever test shows their fabric in the most favorable light. Can you really blame them? The point here being: take these ratings with a grain of salt. The two most common tests are:
The moisture vapor transmission rate (MVTR) measures how much water vapor can pass through a fabric in a 24-hour time period. This number is generally expressed in grams/meter/24hours. The higher the number, the more breathable the fabric is supposed to be.
Resistance to evaporative heat transfer (RET) is another number that is used by some companies to measure a fabric’s breathability. In this case, a lower number translates to higher breathability.
What all this means
You want an outerwear garment with the highest level of waterproofness and breathability that you can find and afford. However, these numbers are not the end of your research. Many factors can affect a fabric’s ability to keep you dry. A fabric with a high waterproof rating (20k+) is going to be useless if the DWR is low quality or worn off. A fabric with a high MVRT isn’t going to breath well if the membrane is saturated with oils from your skin. Neither excellent waterproofing nor high breathability ratings are going to keep you dry if it’s hot, humid, and raining because the moisture differential required for vapor diffusion across the membrane isn’t going to be there.
What types of waterproof fabrics are out there?
In the late 1960s Bob Gore was one of the pioneers of the waterproof/breathable (WPB) fabric industry with his discovery of the stretchy properties of PTFE. Fast forward to present day and there are now several companies that are dedicated to manufacturing high-quality technical WPB fabrics for outdoor adventure clothing, though Gore-Tex remains the most well-known and successful brand in the industry. As new technologies emerge, both new and existing companies continue to invest millions of dollars into research and development to stay on the cutting edge. Here, I’ll discuss the differences between these companies to give you an idea of what each of them is offering.
Gore-Tex
Gore-Tex is arguably the most popular and most well-known company producing waterproof fabrics. At this point, Gore-Tex is basically a household name. Gore-Tex fabrics utilize an ePTFE membrane with an extremely thin polyurethane coating to create a WPB fabric. These fabrics are available in standard 2L and 3L constructions, along with a Gore-Tex specific “z-lining” construction. Paired with one of Gore-Tex’s patented backing options, these constructions offer options for pursuits ranging from day hiking to ski mountaineering.
Gore-Tex stands out in the waterproof fabrics market due to its unique construction and its industry-leading Guaranteed to Keep You Dry Promise. This guarantee ensures the consumer that any Gore-Tex product purchased will keep you dry for the useful lifetime of the product. Basically, it’s a guarantee on waterproofness. GoreTex partners with multiple high-end outdoor apparel brands including The North Face, Arc’Teryx, Marmot, and Patagonia.
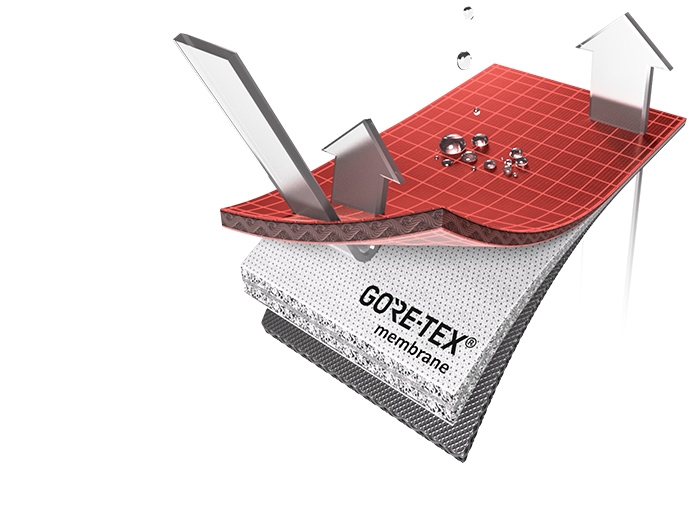
Image of GoreTex Pro fabric, via
eVent
Owned and produced by General Electic, eVent fabric technology brings something entirely different to the table. Unlike Gore-Tex, eVent does not incorporate a hydrophilic PU coating into its waterproof membrane. Instead, eVent protects the ePTFE membrane with an oleophobic (oil resistant) coating. This is the basis of their patented Direct Venting technology, which reportedly begins breathing immediately rather than having to wait for a moisture gradient to be reached. This direct venting “dry system” is the feature that sets eVent apart from other major technical fabric brands.
eVent has created WPB fabrics that range from 10,000-30,000mm waterproof ratings and from 10,000-30,000g/m^2/24hrs breathability ratings. eVent boasts three distinct waterproof fabrics: the DVexpedition, DValpine, and DVstorm. Each of these is designed with a specific use in mind, ranging from high-altitude expeditions to trail running. Several top brands are utilizing eVent’s fabrics, including Rab, REI, Eddie Bauer, Sea to Summit, Granite Gear, and many others.

Image provided by eVent for use in this article.
Pertex® Shield
Changing things up once again, we move to Pertex, which forgoes the ePTFE membrane and instead uses a PU laminate to create its waterproof fabrics. Pertex’s fabrics are available in 2L, 2.5L, and 3L constructions. These fabrics are marketed as waterproof, windproof, breathable, and packable. Several name brand clothing manufacturers such as Rab, The North Face, Outdoor Research, Montane, and Patagonia partner with Pertex. Fabrics developed by Pertex come with waterproof ratings from 10,000-20,000mm and range from 6000-20,000g/m^/24hrs breathability ratings. Shield, Shield +, and Shield Pro are the three distinctive fabric options produced by Pertex. They provide suitable fabrics for a variety of conditions, with options for intense mountain sports, fast-paced activities, and long-term pursuits such as backpacking.

Image of Pertex Shield 3L fabric construction, illustrating the face fabric, WPB membrane, and tricot layer. Image via
Polartec® Neoshell
Polartec’s Neoshell membrane entered the market as a WPB option for “adventurers who move and sweat, a lot.” The Neoshell membrane is made up of a porous polyurethane. In addition to allowing water vapor to pass through, Neoshell also moves air through the membrane via convection. This makes Neoshell an air permeable membrane, and it was the first company to market itself as such – though eVent is also considered air permeable and has been on the market longer than Neoshell.
In addition to its WPB attributes, the Neoshell membrane also boasts a four-way stretch feature that is purported to be more comfortable to wear than other comparable hard-shell garments. Polartec Neoshell partners with well-known brands such as Altra, Marmot, Eddie Bauer and is continuing to branch out into the WPB marketplace.

Diagram of how Polartec’s waterproof fabrics work, via
Proprietary Fabrics
While many clothing manufacturers stick to using fabrics designed by companies like Gore-Tex or eVent to create their products, several bigger-name clothing manufactures are creating their own proprietary fabrics.
Marmot Fabrics
Marmot has several proprietary fabrics utilizing a variety of technologies at many different price points.
Marmot’s PreCip fabric leads the market in budget-friendly WPB technology. This is a 2.5-layer construction that incorporates a protein coating on the interior of the fabric to increase comfort and dryness.
Marmot’s MemBrain laminate utilizes a 2L PU membrane and markets a breathable, durable waterproof fabric that won’t break the bank. In addition, the Membrain Strata offers a 2.5-layer construction that Marmot advertises to be “100% more breathable than comparable 2.5 layer fabrics” – though I’d take that with a grain of salt.
With its Nano Pro and Nano Pro Membrane technology, Marmot is branching out into the arena of air permeable WPB fabrics and competing with manufacturers such as Polartec and eVent. Like Polartec Neoshell, Marmot utilizes a porous PU material to make this line of fabrics both waterproof and breathable. The less expensive option is the Nano Pro, which is a 2.5-layer construction in which the PU is applied directly to the face fabric. The Nano Pro Membrane is a 2.5-layer construction that utilizes a PU laminate bonded to the face fabric. The Nano Pro Membrane is purported to be significantly more breathable, and both options are durable and protected from fouling due to the oleophobic properties of polyurethane.
Dry.Q
Dry.Q is Mountain Hardwear’s response to the WPB industry and is utilized in several of its outerwear garments. This fabric comes in three configurations:
Dry.Q Elite is extremely similar to eVent in both functionality and performance. This is due to the fact that MH partnered with GE to manufacture this specific fabric. Like eVent, it boasts high breathability due to the elimination of the PU coating found in most ePTFE fabrics.
Dry.Q Active and Dry.Q Core do not utilize the GE air permeable membrane. Instead, they are manufactured to industry standards for WPB garments. The Active is designed specifically for aerobic backcountry activities while the Core is suitable for a variety of uses
DryVent®
DryVent is a proprietary fabric manufactured by The North Face. Available in 2L, 2.5L, and 3L constructions, DryVent garments are marketed for a variety of uses.
H2No
Patagonia’s proprietary WPB fabric is found in many of Patagonia’s outerwear garments. Patagonia puts H2No fabrics to the test in their “Killer Wash.” This series of laboratory tests is designed to simulate years of use in harsh conditions. Garments manufactured with H2No technology are available in 2L, 2.5L, and 3L construction and are suitable for a wide range of pursuits.
AscentShell
AscentShell is a proprietary fabric manufactured by Outdoor Research. OR describes an “electrospun membrane” to be what makes this fabric stand out from the WPB pack. In simple terms, an electrical charge is applied to a standard PU membrane, causing billions of microfibers to develop. These microfibers of PU are used to create a WPB membrane that is also air permeable.

Ascentshell’s electrospun membrane, as it appears under a microscope. Image taken from OR’s video describing the Ascentshell fabric. Video here
OutDry Extreme
Outdry Extreme fabrics are Columbia’s technologically advanced response to the WPB fabric industry. Pretty much unlike anything else on the market, this may be one of the more revolutionary fabrics produced to date. Originally released in 2016, the Outdry Extreme fabric eliminated the face fabric/DWR combo and moved the membrane to the outside of the fabric (gasp!). What this accomplishes is the elimination of the need for DWR, which is prone to wear off with extended use. Outdry Extreme fabrics use a proprietary polyurethane-based membrane that has been strengthened to withstand exposure to the elements. A wicking fabric is heat-bonded to the inside to keep you from feeling clammy.
In Conclusion
The waterproof fabrics market has long been dominated by the WPB giant Gore-Tex. However, as good as Gore products are, there is still a lot of room for improvement in this industry. New technologies such as eVent, Neoshell, and Columbia’s OutDry extreme are pushing the boundaries of what can be done to maintain waterproofness and improve breathability and air permeability. The ultimate goal of all of these companies is to keep you dry – protecting you from both external moisture and internal water vapor.
How do you know which fabric is right for you? Choose outerwear made with fabric that has a waterproof rating of at least 10,000mm, boasts high breathability, feels good on you, and is marketed and designed for the backcountry adventure that you are seeking. Online gear reviews are a good place to start, since nothing speaks to performance like real-world experience. Now, take your newfound knowledge of waterproof fabrics out there, find yourself a shell, and get on with your adventures!

This website contains affiliate links, which means The Trek may receive a percentage of any product or service you purchase using the links in the articles or advertisements. The buyer pays the same price as they would otherwise, and your purchase helps to support The Trek's ongoing goal to serve you quality backpacking advice and information. Thanks for your support!
To learn more, please visit the About This Site page.

Comments 16
Perhaps the article should have been entitled “Everything I know about Waterproof Fabrics”… because “Everything You Need To Know About Waterproof Fabrics” does not accurately or completely cover the subject… for example, there is no mention of how to care for any of these products which is key to the longevity, not to mention overall performance of the fabric. Simply explaining how to restore DWR would have been helpful. There is also no mention of the critical part that the durability of the technology plays in the performance of the garment as well as the price/value relationship of a garment that performs over a long period. Durability is also critical part of the environmental footprint of a garment, i.e., a garment that will outlast multiple other ones has a much smaller footprint over time – in other words, if the durability of one technology is five times greater than another technology, then it would take five garments to equal the performance of one garment, resulting in five garments in the landfill instead of one, not to mention the amount of energy it takes to make five garments vs one garment.
A couple comments on the accuracy of some statements above:
>Worn-out or low-quality DWR coatings are the primary reason that waterproof garments fail. Not true – wet flex & abrasion are the main reasons most garments fail over time, with punctures a distant second… another reason garments fail are the components such as zippers, etc.
> A “wetted out” waterproof garment cannot breathe. Not true – GORE-TEX waders have been around for 15+ years and breathe perfectly well underwater – the key to breathability is the amount of resistance the fabric/technology offers vs the amount of driving force available.
>FOULING – Describes what happens when the pores of a waterproof membrane become clogged with foreign particles, like salt from users’ sweat or oils from their skin. Not true – salt crystals left behind by sweat or even salt water are far too large to enter the pores – the effect of salt crystals on the fabric surface is that it acts as a desiccant which in turn attracts moisture making the garment feel ‘clammy’ but ultimately has no affect on the waterproofness.
>It is important to note that this number rates the waterproofness of the membrane. It does not take into account the face fabric or DWR. Not true – water entry pressure is always measured as a laminate or coating (which most PU’s are…) – no membrane by itself is strong enough to test w/o being laminated or how would you test a PU coating w/o the fabric?
> MVTR vs Ret – MVTR tests (there are over 10 different versions…) are designed for QC purposes in a lab under highly controlled conditions, i.e., temperature, humidity, etc. once one of these variables change, the MVTR number also changes which makes them invalid for any comparison to real world conditions. Ret or the Sweating Hot Plate measures the resistance of a fabric/technology and is cumulative which allows different layers to be measured – it is the only test that correlates to real world conditions since the resistance remains a constant.
> GORE-TEX products are also differentiated by the amount of testing that goes into a finished product., i.e., they are the only ones who guarantee the finished product even though they don’t make the actual product (other than their own brands); they are the only ones who make their own seam tape and seam sealing machines to match the specific product being manufactured; they are the only ones who test each preproduction style against performance standards agreed to by both Gore and the customer.
> FULL DISCLOSURE: My background includes over 45+ years in the outdoor industry, 29 of which were spent with Gore in a sales & marketing capacity… I do not currently work for Gore – each of the comments is solely my opinion and are based on my industry experience and have no connection whatsoever with Gore or their products.
YOu must be fun at parties
I’m no waterproof textiles expert but I enjoy learning and do so by reading, reading and more reading. My professional background is pharmacy and as such have become accustomed to evaluating scientific literature for its quality. Many factors are considered in doing this and differ depending on the type of literature. There is a book titled “testing a test, studying a study” which I used to become a more proficient evaluator of pharmaceutical company funded drug studies and less gullible to the methods employed by profit minded funding sources.
As for “Everything You Need to Know About Waterproof Fabrics”, I found there to be both accurate and inaccurate information provided. Additionally, there were several pieces of info that I wasn’t sure about but suspected may not be accurate. Regardless though, it was just too brief and lacked adequate depth, as well as failed to include a lot of pertinent talking points or subtopics that necessarily would be if it were considered complete. But this is just a casual piece of info authored by an uncredentialed, but not exactly a lay person, person having an interested in the subject. This kind of tutorial exists for any and every topic you can think of, in layers, too. My advice and that of a whole lot of other people, no doubt, is to never rely on any single source for info. You need to find multiple sources that corroborate one another or are in agreement with regard to specific facts.
terrific overview and explanation of the basics of waterproof fabrics! I see so many new hikers (ok and a lot of not so new ones) not understanding the basic difference between water repellant, water resistant and water proof.
This seems quite a bit longer than the typical Trek article and I’m guessing you were already pushing the article length restrictions here. :/ Any chance you can do some follow ups around gear care and repair and perhaps individual use reports in different conditions?
You managed to take an incredible amount of highly technical information and put it in a format most of us lay people can understand and find useful.
Thank you!
Hi Bunny!
Thanks so much for the positive thoughts. You are absolutely correct – I was very much at the word count limit for this article. I do really hope to do some follow-up to this and include more practical information, such as maintaining waterproofness, care and maintenance, etc. There are some REALLY exciting new technologies branching into the market that I think are going to shake things up a bit as well. GoreTex products changed the game when they were first introduced, but there hasn’t been a whole lot of innovation in this industry since ePTFE . I think that is about to change!
Interesting overview.
I gave up on Gore-Tex and its companions in the breathable/waterproof field, because … I always got wet in my own sweat. Pretty doggone wet, actually.
I did not seem to enjoy the “breathability” function, but I haven’t tried any of these materials in years. May be time to give it another go.
I am exactly the same. However, after researching and writing this, I really want to try a garment made with eVent fabric, or maybe Outdry Extreme. I read a lot of gear reviews of waterproof shells researching this and both had extremely good reviews for breathability.
“Tricot” is a knit pattern, not a fabric. Most tricot knits are in nylon, but they can be knitted out of any fiber – polyester, cotton, wool etc.
“Laminate” just means it’s bonded to another fabric. If it was “bonded to a face fabric” this sounds like it’s bonded to the outside (face) of the fabric.
And Waterproof Breathable is an oxymoron. They work well when walking around down town. But if you’re hiking and sweating, they are just heavier than (some) real waterproof fabrics.
I’d always learned that tricot simply referred to a finely knitted fabric.
Laminate can be a verb (to laminate something) or a noun (this is a laminate) which might not be apparent to everyone.
and yeah I always laugh at “waterproof breathable”. I get what they are trying to do and perhaps in ideal (laboratory?) conditions it’s possible but we’re not hiking in laboratory conditions.
Maybe someone can come up with XWB …. extreme waterproof breathable? I’ll volunteer to test it!
Tricot here is referring to the fabric that is bonded to the INTERIOR (skin side) of the membrane. The “face fabric” is the fabric that is bonded to the EXTERIOR of the membrane (elements side). As illustrated, most WPB laminates consist of face fabric bonded to membrane, then bonded to a tricot (knitted) layer OR with a lining attached or printed on. However, there are some new companies out there doing things completely different – like eliminating the face fabric all-together.
Maybe this clears things up for anyone who was confused 🙂
Going out on a LASH, just re-waterproof everything. Learned the hard way this Spring in Georgia. Rain pants, calgoli, tarp all total failed on me. After a thunderstorm at night, I was essentially left “sleeping ” in a giant wet diaper. I was left with out a square dry inch other than my feet. Mink oiled those suckers.
My experience with an early production of TNF Gore-Tex rain parka circa 1985: it was waterproof, but as there was no DWR coating in the day it wet out quickly. Even when dry it was marginally breathable at best, even with the pit zips open. I’ve since had several other brands of rain gear which performed similarly,but were much less expensive. Enter my Mountain Hardwear Exposure DryQ Elite that does breath as well as shed rain. IMHO, it is the new hallmark for rain gear and if you try it you’ll know it’s the best.
enjoyed the article .was wondering about traditional oilskin gear
“These pores are 20,000 times smaller than a water molecule, but 700 times larger than a molecule of water vapor.”
I don’t think that is possible. In my humble opinion, water vapor and liquid water are constituted of the same H2O molecules, which have a comparable, if not same, size.
I think you rather meant something along those lines:
“These pores are 20,000 times smaller than a water droplet (!!), but 700 times larger than a molecule of water vapor/droplet(?).”
Could you please revise this?